


PE 파이프 EF COUPLER(전자소켓) 융착 시방 및 절차
페이지 정보
작성자 관리자 댓글 0건 조회 16,366회 작성일 18-05-31 16:59본문

1. 제품 및 규격 확인
● 제품을 사용하기 전에 제품의 규격, 치수, 용도, PN 또는 SDR값을 확인을 한다.
● ㈜폴리텍이 생산하는 수도용 전자융착식 이음관(ELECTRO-FUSION FITTING)의 라벨 및 단자캡의 색상이
청색인 제품은 구KS(JIS) 규격 제품이며, 라벨 및 단자 캡이 오렌지 색상인 제품은 신KS(ISO) 제품임.

2. 사용 설명서




● 제품을 사용하기 전에, 반드시 사용 설명서를 숙지하여야 한다.
● 사용 설명서에 기록된 융착 시간 및, 냉각 시간과 융착기가 인식한 융착 시간 및 냉각 시간이 동일한가를 확인 한다
● 내용 상의 상이점이 있거나, 문의 사항이 있는 경우에는 제조사, 판매원 또는 A/S 담당 전화 번호로 전화를 하여 충분히 내용을 숙지하고 작업을 시작 한다

3. 관 절단 및 확인
● PE관을 절단하는 경우에는, 관 길이 중심선에 대하여 모든 관 둘레가 수직이 되도록 반듯하게 자른다.
● 관을 절단할 때 가능한 관 내부로 칲(절단 톱밥, 지스러기)이 들어가지 않도록 한다.
● 관을 절단한 후에 관 내부로 들어간 칲(절단 톱밥, 지스러기)을 반드시 제거를 한다.

4. 융착부 관 면취
●전자융착식 이음관(ELECTRO-FUSION FITTING)이 융착이 될 부위의 관 표면은 충분히 면취를 하여야 한다.
● 관 표면을 반드시 면취를 하여야 하는 이유는 관 제조 시 또는 관 보관 및 운송 시에 발생할 수 있는 관 표면의 산화 피막을 제거하기 위함 이다.
● 융착부 관 표면을 면취하는 그 두께는 관의 허용 손상 두께 이상으로 깊게 하지 말아야 하며, 면취 표면에 골이 생기거나, 표준 진원도를 손상 시키지 않도록 해야 한다
5. 융착부 관 세척
● 관의 표면을 충분히 면취를 하였다고 하더라도 면취 도중, 면취 후에 이물질(예, 손 때, 손 기름, 흙, 먼지, 물 등등)을 세척 하여야 한다. 세척 방법은 깨끗한 거즈에 알코올을 묻혀서 닦는 것을 권장 함.
● 알코올이 증발된 후에 융착한다.
● 작업 부위 (작업을 위하여 이음관이 이동하는 부위 전체, 하자보수인 경우에는COUPLER를 관에 끼워,기존 관과 대체 관과의 위치 조절을 위하여 이동하는 부위 전체)를 깨끗이 닦는다
6. 삽입 길이 표선
● 관의 끝이 이음관의 규정 깊이까지 삽입이 되어야 한다.
● 관을 이음관에 삽입하기 전에 관 표면에 표선을 그어서 정상적으로 관이 이음관에 삽입 됬는가를 확인을 할 수 있도록관의 색상과 대비되는 색으로 표선을 긋는다.
● 표선을 긋는 재질은 융착에 영향을 안주는, 즉 이물질로 작용하지 않는 것을 사용 한다.
7. 이음관 융착부 세척
● 이음관을 관에 장착을 하기 전에 반드시 이음관의 열선부위의 청결 상태를 확인을 하며, 깨끗한 거즈에 알코올을 묻혀서 깨끗이 닦는다.
● 이음관 내부에 손 또는 이물질과 접촉을 하지 말아야 한다.
● 손 기름, 기타 Oil류가 융착부에 묻었을 경우, 치명적인 융착 불량이 발생할 수 있다.
8. 융착기에 전원 연결
● 융착기에 전원에 연결을 한다.
● 융착기에 전원을 연결을 하면, 융착기 및 이음관 제조사의 표식이 잠시 나타난다.
● 융착기와 이음관이 상호 호환성이 있는가, 융착을 개시 하기 전에 반드시 확인을 하여야 한다.
● 융착기에 표시되는 상호 안내 표식과 이음관 제조사가 상이 할 경우에는 필히 호환성을 확인 하여야 한다
9. 이음관 단자 연결
● 관 및 이음관의 융착 준비가 완료되고,
● 융착기 상태가 정상임이 확인 되면,
● 융착기의 전기 공급 단자를 이음관에 연결을 한다.
● EF FITTING의 융착 준비 완료 상태
10. 융착기 버전 화면

● 융착기에 전원을 연결을 한 후, 업체의 상호가 나타났다가, 잠시 후에 융착기의 버전 화면이 나타난다 여기에는 현재 공급된 전압과 헤르츠가 표시된다.
● 내용을 확인 하고 정상이면, “확인” 버튼을 누르면 다음 단계로 전환 됨
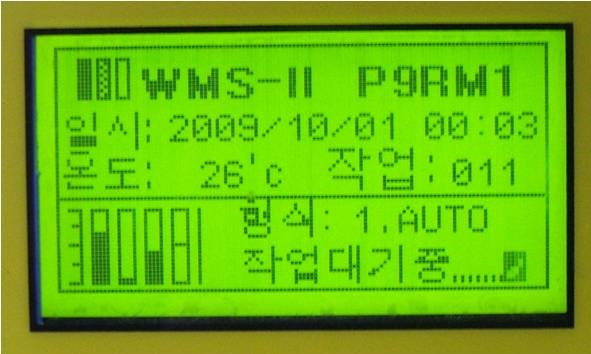
11. 융착기 초기화 화면
● 융착기에 전원을 연결을 한 후, 업체의 상호가 나타났다가, 잠시 후에 융착기의 융착 작업 초기화 화면(작업코드확인)이 나타난다.
● 융착공은 각각의 작업코드 항목에 융착을 하고자 하는 내용을 선택, 입력을 하고 “확인” 버튼을 누르면, “[융착작업DATA]”가 나타난다
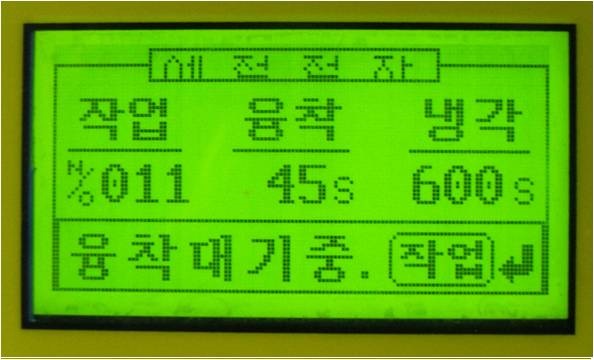
12. 융착 준비 완료




● “EF FITTING의 융착 준비 완료 상태”에서 융착기 기판에 “[융착작업 DATA]”가 표시되며 융착 진행에 대한 기본적인 내용을 표시한다.
● 이음관에 동봉되어 있는 제품 사용 설명서의 내용과 융착 진행 내용이 일치하면, 융착기의 “시작” 단추(버튼:Button)을 누르면 융착기가 자동적으로 융착을 진행함
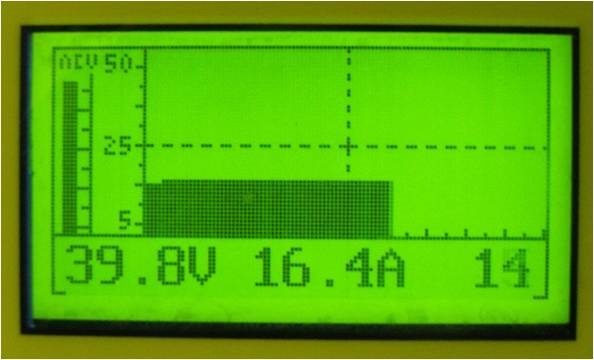
13. 융착 중
● 융착기의 “시작” 단추(버튼:Button)을 누르면, 융착기 기판의 자막이 “[융착중]”임을 알리는 내용으로 자동적으로 바뀌면서 매 순간의 전기적, 시간적인 정보를 나타낸다.
● “융착중”인 공정에서 관 및 이음관에 외력을 가한다거나, 진동이 발생하지 않도록 하여야 한다.
● 또한 전원 코드 및 이음관 단자가 빠지지 않도록 하여야 한다.
14. 융착 완료
● 융착이 진행 도중에 “인디게이터”가 돌출하기 시작을 한다.
● 융착이 완료되면, 융착기가 자동으로 이음관에 전기 공급을 중단한다.
● 융착(엄밀하게는 용융 공정임)은 완료되었으나, 융착이 종료된 것은 아니다. 융착기의 기판에 표시하는 냉각 시간이 종료 되어야 융착이 종료되는 것임. 따라서 냉각 시간이 종료될 때까지 이음관에 연결된 단자를 뽑으면 안된다. 이유는 용융된 수지가 응고되어야 하기 때문임
15. 냉각 시간
● 용융된 수지가 최소한의 냉각에 필요한 시간임.
● 냉각 시간이 경과함에 따라서, 용융되었던 수지가 서서히 응고된다.
● 냉각 시간 공정 중에도 관 및 이음관이 움직인다던가, 충격이 가해지면 융착 불량이 된다.
● 냉각 시간 종료 전에 이음관 단자를 뽑으면, 융착 DATA에 “냉각시간 유지 오류”로 나타난다
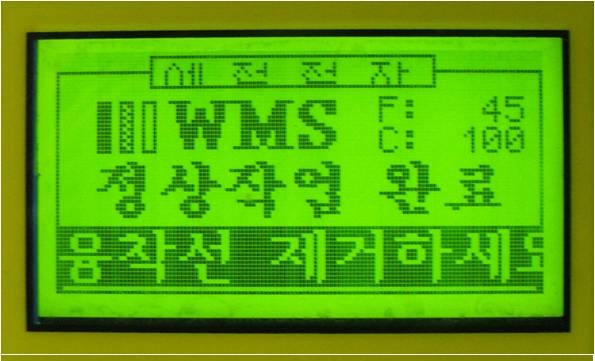
16. 냉각 종료/융착 작업 완료
● 냉각 시간이 종료되면 융착기 기판에 자동적으로 “[작업완료]”라고 표시되며, 융착 공정이 종료 됐음을 알리는 부져가 울린다.
● 냉각 시간이 완료(융착 공정 종료)되면 이음관에 연결했던 단자를 뽑아도 된다.
● 이음관 연결 단자를 융착한 이음관의 단자로부터 분리하면, 융착기는 자동적으로 초기화 단계로 변환이 된다
17. 융착 결과 DATA
● 전자식 융착(ELECTRO-FUSION)이 종료된 후에 융착의 각종 조건 및 변환 상태에 대한 융착 결과 DATA를 즉시 출력 할 수도 있고,
● 입력된 DATA를 나중에 출력 할 수도 있음.
● 융착 결과 DATA의 맨 아래에 융착에 대한 융착 진행과정을 근거로 일반적인 판단을 표시한다. 단, 준비 작업 잘못, 융착 중 물리적으로 가해진 영향에 대한 판단 능력은 없음.
18. 융착 결과 DATA
● 전자식 융착(ELECTRO-FUSION)이 종료된 후에 융착의 각종 조건 및 변환 상태에 대한 융착 결과 DATA를 즉시 출력 할 수도 있고,
● 입력된 DATA를 나중에 출력 할 수도 있음.
● 융착 결과 DATA의 맨 아래에 융착에 대한 융착 진행과정을 근거로 일반적인 판단을 표시한다. 단, 준비 작업 잘못, 융착 중 물리적으로 가해진 영향에 대한 판단 능력은 없음
19. EF 이음관 융착 접합 종료
● 냉각 시간이 종료되고, 융착 DATA의 내용도 정상(NORMAL)이라고 표시가 되며, 육안 검사에 이상이 없으면 융착접합 작업이 종료된 것임.
● 육안 검사 : 표선 위치로 삽입 길이 확인, 관과 이음관 사이의 틈으로 용융수지가 정상적으로 돌출이 안되었는가, 인디게이터가 정상적으로 돌출되었는가, 관의 직진도가 정상적으로 유지되었는가 등등이 있음
----------------------------------------------------------------
* HDPE PIPE, PE파이프 및 부속품 유통전문기업
* 주식회사 에스제이산업
* 홈페이지 www.sjpipe.net
* 상담문의 환영 TEL : 032-205-0309 , FAX : 032-345-0306
* 영업팀 : 032-342-7050 , 010-5100-6422
* HDPE PIPE, PE파이프 및 부속품 유통전문기업
* 주식회사 에스제이산업
* 홈페이지 www.sjpipe.net
* 상담문의 환영 TEL : 032-205-0309 , FAX : 032-345-0306
* 영업팀 : 032-342-7050 , 010-5100-6422
* 문의사항 있을시 연락주시면 적극 대응 해드리겠습니다 , 감사합니다
* 이메일 문의 : 8105moon@naver.com
-----------------------------------------------------------------
-----------------------------------------------------------------
댓글목록
등록된 댓글이 없습니다.